| Préparation | Presse | Le circuit | Photos |
Remise |
Accueil |
|
Enduro de Laon (03 octobre 2003) |
| Préparation | Presse | Le circuit | Photos |
Remise |
Accueil |
Et après la course...
|
A - Partie mécanique : |
B - Partie cycle |
|
|
 |
| La calamine sur la calotte du piston après 5H00 de course intense. |
Après avoir déposé le cylindre puis le piston, nous apercevons de nombreux grains de sable dans les transferts du bas moteur. La cause en est due à un trou dans le tuyau acheminant l’air du cornet au carburateur provoqué lors d’une chute d’un de nos pilotes. |
|
|
|
Notre moteur démonté |
|
Nos contrôles : |
|
Nature du contrôle |
Valeurs relevées |
Données constructeur |
Conforme |
Non conforme |
| Contrôle de la planéité de la culasse. | Aucune anomalie n’ est constatée. | 0mm. |
X |
|
| Jeu à la coupe des segments. | Segment Sup : 1,04mm. Segment Inf : 1,75mm. |
Segment Sup et Inf : 0,15à 0,35mm. |
X |
|
| Jeu dans les gorges. | Gorge Sup : 0,07mm. Gorge Inf : 0,07mm. |
Gorge sup et inf :
0,03 à 0,05mm. |
X |
|
| Diamètre de la jupe du piston. | 39,82mm. | 39,95à 39,97mm. |
X |
|
| Ovalisation du cylindre. | Haut : 0,02mm. Milieu : 0,02mm. Bas : Étalonnage. |
0,01mm. |
X |
|
| Conicité du cylindre. | Haut : 0,03mm. Milieu :0,05mm. Bas : Étalonnage. |
0,05mm. |
X |
|
| Diamètre de l’axe de piston. | Différence de 0,02mm entre le centre et les bords de l’ axe. | 9,99à 10mm. |
X |
|
| Contrôle du jeu latéral du pied de bielle. | 1mm. | 0,4à 0,8mm. |
X |
|
|
Contrôle du jeu latéral de la tête de bielle. |
0,53mm. |
0,2à 0,5mm. |
X |
|
|
Faux rond du vilebrequin. |
Côté variateur : 0,05mm. |
0,03mm. |
X |
|
|
Écartement des masses du vilebrequin. |
Écartement des masses -au maneton : 37,86mm. |
Aucune différence |
|
Conclusion : Vous pouvez constater que la mécanique a fortement souffert. Les défauts constatés lors de la mesure du faux rond et de l’écartement des masses peuvent, sans aucun problème, être corrigés. Néanmoins, le remplacement du cylindre, piston, segments, axe de piston et embiellage est a prévoir. |
|
Remontage du vilebrequin dans les demi-carters : |
|
|
|
 |
|
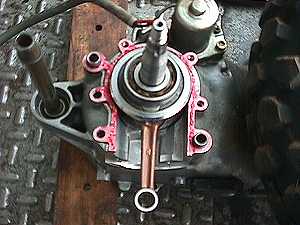
Nous chauffons, à l’aide d’un décapeur thermique, le logement du roulement de l’embiellage dans le demi carter gauche. Ceci permettant une mise en place sans effort de l’embiellage et de ces roulements. |
L’embiellage et le roulement dans le demi-carter |
|
|
 |
|
Ensuite nous enduisons le plan de joint d’une fine couche de pâte à joint pour une bonne étanchéité. |
Mise en place du demi-carter droit qui, lui aussi, |
 |
||
|
Après serrage des demi-carters au couple prescrit nous avons contrôlé, à l’aide d’un jeu de cales, le centrage de l’embiellage dans le bas moteur et ajusté celui-ci afin d’obtenir une côte identique entre les masses et leur carter . |